精密研磨拋光法
精密研磨與拋光法必須利用超精密加工機或非球面研磨機成形透鏡,最後再經過非球面研磨拋光製程才能完成,但此法不適合大量生產,而且對技術人員的加工技術要求較高。
研磨或者拋光(Lapping or Polishing)是使工件產生平滑鏡面的超精密研磨技術,其目的在於使表面粗糙度及平坦度到達一定的可容許範圍,常被廣泛的使用在硬脆金屬、陶瓷、玻璃及晶圓等材料表面的精密加工。
精密模造成形法
近年來,在高量產的需求下,多採用精密模造成形法,此成形常用的模仁材質為碳化鎢 (tungsten carbon, WC) 和碳化矽 (silicon carbon, SiC),其輪廓必須利用超精密輪磨法成形,並於模仁表面鍍上一層離形膜,以提高模仁的壽命及避免玻璃與模仁表面發生沾粘。
玻璃模造成形法利用玻璃高溫其沾黏係數降低的特性,將已具初形的玻璃初胚置於精密加工成型模具中,升高溫度使玻璃軟化,一般來說模造的溫度需要達到490℃以上,當溫度加熱至轉移點溫度 (transformation temperature, Tg) 以上,玻璃不再以線性的方式膨脹並加速軟化,沾滯係數會隨溫度增加而降低,此時最適合壓造,再由模仁表面施壓使玻璃受力變形分模取出,即可形成所需鏡片形狀。

(資料來源:老戴說鏡頭)
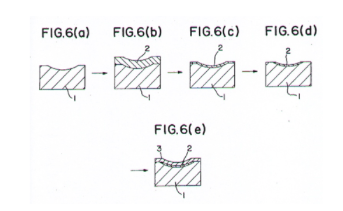
- 先在碳化鎢模具上施以粗加工
- 鍍上較厚的Ni-P(或Ni-B)合金當作精密切削層
- 於Ni-P合金厚膜上精密切削加工,製作出精密的模仁
- 拋光移除多餘的Ni-P層以維持模造鏡片的厚度
- 於拋光後的Ni-P合金模仁上鍍上Pt-Ir 系列的合金當保護層
非球面玻璃鏡片模造成形技術包括:精密模仁及模具加工技術、模仁表面鍍膜技術、精密量測技術、模造成形技術和鏡片誤差補償技術。非球面玻璃鏡片的模具較塑膠射出的模具簡單,但是精度的要求卻比塑膠射出模具高出許多,因此非球面玻璃鏡片的模造成形關鍵技術在於模仁和模具的加工,若模仁加工技術不佳,模仁品質不夠好,生產出的玻璃鏡片精度會受影響,鏡片的精密度有80%的影響都是來自模仁。
製作非球面玻璃的模仁,模仁加工重點在於加工機的選擇及參數的選用,對於生產出的模仁精度有相當大的影響;另外,模造成形用的模仁表面,需要披覆一層膜層,膜層品質的好壞將會直接影響到模仁的壽命,也會直接影響鏡片的生產成本。模仁的材料大多為碳化鎢和和碳化矽,如果選用的材料緻密性不高,生產研削出的模仁表面粗度就低,後續進行鍍膜時,就會影響膜層的被覆性。一般而言,研磨非球面玻璃模仁的時間比塑膠模仁長2~3倍,所以在溫度或環境控制不佳時,較難做出高品質的鏡片模仁,此外工具技術也是影響模仁精密度的重要因素,例如選用的砂輪的粒度和結合度等等。玻璃模仁與塑膠模仁的膜層在製程上有所差異,玻璃模造用模仁在超精密加工後,完成所需模仁曲面形狀後再上合金膜層,厚度大多小於1微米以下,若過厚則會影響已加工完成的曲面形狀精度。
